
QC7つ道具~品質管理の鉄板ツール~

QC7つ道具とは
QC7つ道具は, 分布の図示化や数値の層別によってデータが持っている傾向や特徴を可視化して分かりやすくする品質ツールです.視覚的に分かりやすくデータを示すことができるため,
改善活動の現場や小集団活動(QCサークル)での報告などでもよく用いられます.
以下の七つの手法をまとめてQC7つ道具といいます.
最近では, グラフと管理図を別々に表記する場合もあるので実際には8要素あります.
パレート図
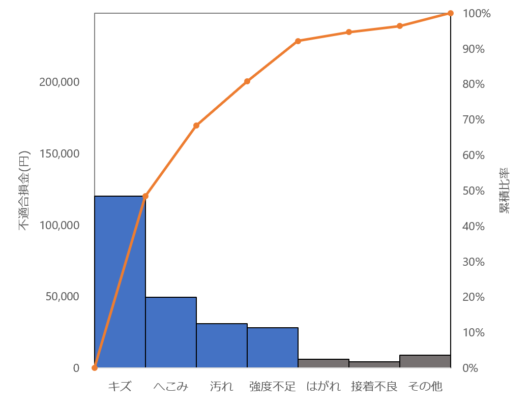
パレート図は不適合の要因などを項目別に層別して, 出現頻度を棒グラフで大きさの順に並べるとともに,
折れ線グラフでその累積比率を示した図です.
在庫分析分野ではABC分析とも呼ばれます.
JISでは以下のように統計的品質管理用語としてパレート図を説明しています.
パレート図とは(JIS Z 8101-2)
項目別に層別して出現頻度の大きさの順に並べるとともに, 累積和図を示した図. 例えば, 不適合品を不適合内容の別に分類し, 不適合品数の順に並べてパレート図を作ると, 不適合の重点順位がわかる.
パレート図に関しての詳細はこちらに掲載しています.
【関連リンク】
⇒http://knowledge-makers.com/pareto-chart/
特性要因図
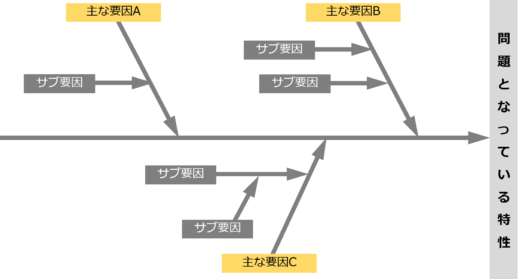
特性要因図は特定の結果と原因系の関係を系統的に表した図です.
要因の洗い出しを主な要因についてから行い, 更にそれを引き起こす要因へと細かく展開していきます.
特性要因図はその形が魚の骨に似ていることから, フィッシュボーンチャートとも呼ばれています.
特性要因図のJISの定義は以下のようになります.
特性要因図 JIS Z 8101-2
特定の結果と原因系の関係を系統的に表した図
特性要因図に関しての詳細はこちらに掲載しています.
【関連リンク】
⇒http://knowledge-makers.com/fishbone-diagram/
チェックシート
チェックシートは点検などの日常管理や問題発生時の調査, 監査, 顧客アンケートなどに用いられます.
数値が記入できるものやチェックマーク(レ点)を入れるもの, 合格/不合格で表すものなどがあります.
チェックシートを品質記録として運用する場合は, 記録としての位置づけを確実にするため, チェックシートにチェック対象の項目に加えて, 作成日, 記入者, 承認者, 記録保管部門などの要素を記載します.
ヒストグラム
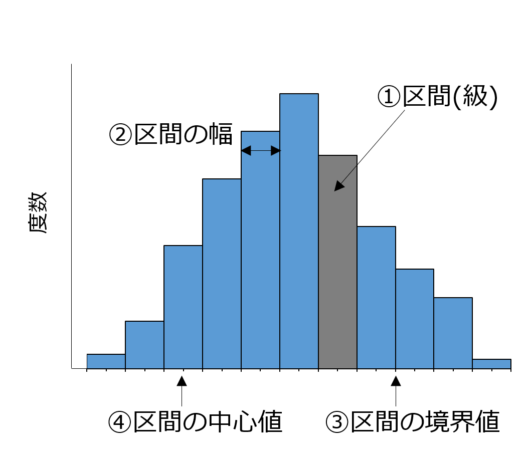
ヒストグラムは計量値の度数分布を長方形(柱)の集まりで表したもので, 分布の形を可視化することができます.
規格に対しての偏りの有無や,中心値の位置, 外れ値はないかといったことを図から目視で確認できます.
ヒストグラムでは横軸にデータの数値, 縦軸に度数(データ数)をとり, 縦に長方形を並べた形で表します.
長方形(柱)同士を隙間なく配置するように表示します.
JISではヒストグラムはこのように定義されています.
ヒストグラム JIS Z 8101-1
計量値の度数分布のグラフ表示のひとつ. 測定値の存在する範囲をいくつかの区間に分けた場合, 各区間を底辺とし, その区間に属する測定値の度数に比例する面積を持つ長方形を並べた図.
特性要因図に関しての詳細はこちらに掲載しています.
【関連リンク】
⇒http://knowledge-makers.com/histgram/
散布図
散布図は二つの特性間の関係性を調べるのに用いられます.
横軸を説明変数x, 縦軸に目的変数yを取ります.
散布図はJISでは以下のように定義されています.
散布図 JIS Z 8101-1
二つの特性を横軸と縦軸として, 観測値を打点して作るグラフ表示
特性yに対しての要因の洗い出しは特性要因図などで行いますが,
特性yに対して要因xが影響しているのかどうかを実際に検証するのには散布図を用います.
グラフ
グラフは産業を問わず重要なツールです.
表で数値の傾向を説明するより, 図解してあれば圧倒的に説明が分かりやすくなります.
グラフの主な種類として棒グラフ, 折れ線グラフ, 円グラフ, 帯グラフ, レーダーチャートなどがあります.
グラフはJISでの定義は以下のようになっています.
グラフ JIS Z 8114
図による表現であり, 通常, ある座標内で二つ以上の変数の間の関係を表したもの.
本の表記などによってはQC7つ道具のグラフと管理図を1つにまとめている場合もあります.
管理図
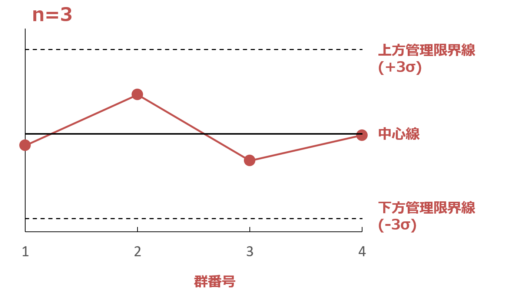
管理図は, 工程が統計的管理状態にあるかどうかを評価し, 工程の異常を検出するために用いられます.
一般の折れ線グラフと異なり, 得られたデータを統計量(平均値や中央値, 範囲など)に変換し, 図示するという特徴があります.
工程が安定している場合, サンプルの値はその99.7%が, その標準偏差の±3倍(3σ)以内に収まるということが分かっています.
中心線(平均値)からプラス3σ離れた上方管理限界線(UCL)とマイナス3σ離れた下方管理限界線(LCL)を引き,
品質特性値などの数値をプロットします.
管理図に関しての詳細はこちらに掲載しています.
【関連リンク】
⇒http://knowledge-makers.com/control-chart/
層別
層別は同じ共通点や特徴を持っているものをいくつかのグループに分けて考える手法です.
例えば, 製造した製品の品質のばらつきは複数要因の重なり合いによって発生しており,
原料・作業者・機械・作業方法・気温・湿度・時間帯などの違いにより製品特性が異なる場合があります.
このように複数のばらつき原因のある製品のデータを解析する際には,
ばらつきの原因ごとに分けて解析すると何らかの共通点や傾向など有効な情報が得られることがあります.
このように, 何らかの要因ごとに分けて考えることを層別といいます.
層別はJISでは以下のように定義されています.
層別 JIS Z 8101-2
母集団をいくつかの層に分割すること. 層は部分母集団の一種で相互に共通部分をもたず, それぞれの層を合わせたものが母集団に一致する. 目的とする特性に関して層内がより均一になるように層を設定する. 層化ともいう.
層別の考え方は非常に重要で, 他のQC7つ道具のパレート図, ヒストグラム, 散布図などを使用する際にこの層別の考え方を併せて使用すると, より各ツールを有効に活用できます.